Машины для завертки печенья и вафель в пачки
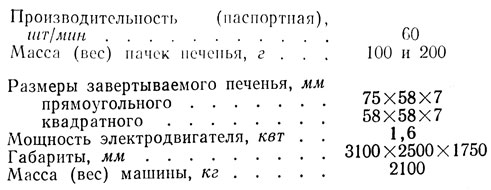
Машина - полуавтомат для завертки квадратного и прямоугольного печенья и вафель К-467
Машина предназначена для завертки квадратного и прямоугольного печенья в пачки массой (весом) 100 и 200 г в рулонную подвертку и флатовую этикетку в конверт с клапанами на основании.
Машина (рис. 358) состоит из следующих основных узлов: станины 1, привода 3, питателя 8, механизмов подачи обертки 2, механизмов подачи изделий из питателя в заверточную секцию 7, формующей матрицы 5, системы продольных и поперечных подгибателей 6, отводящего устройства 4.
Техническая характеристика машин для завертки плиток шоколада
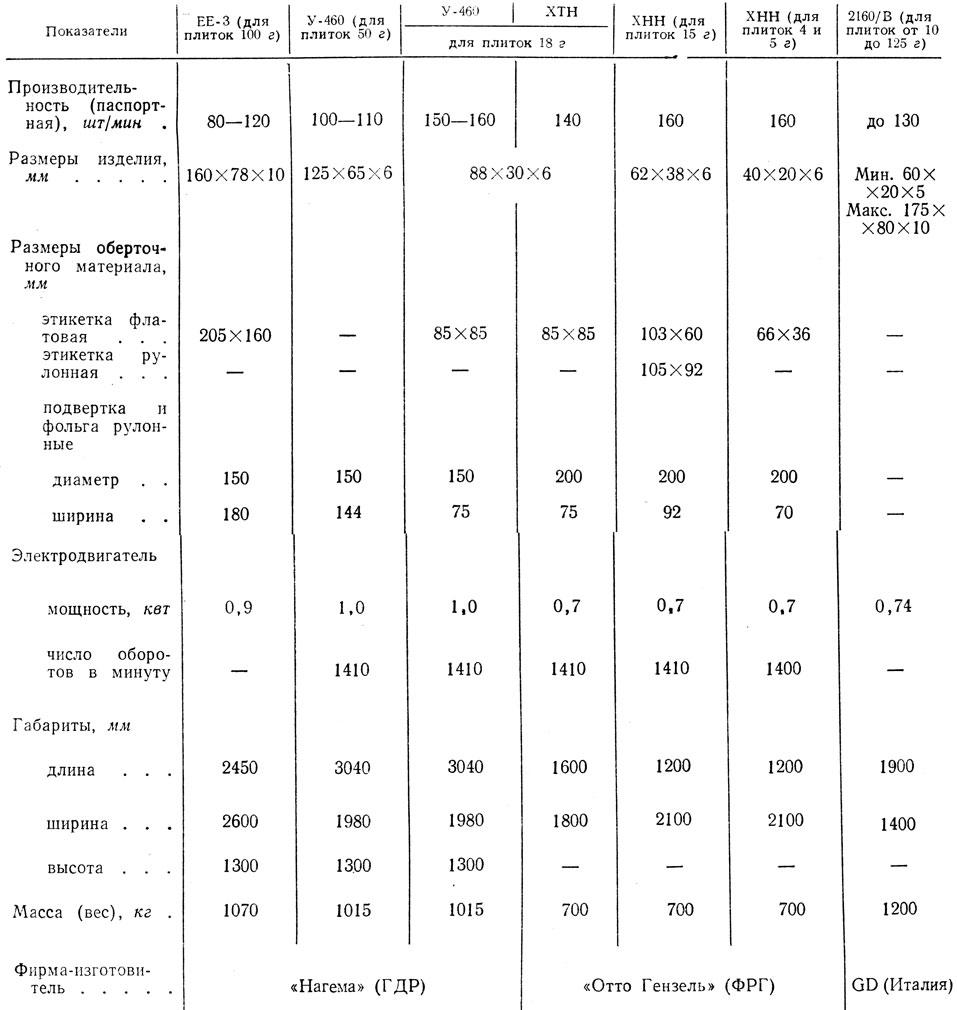
Таблица 38
Машина снабжена блокирующим устройством, прекращающим подачу обертки, если не поступило изделие, и механизмом для нанесения на этикетку даты завертки.
Питатель машины состоит из шести загрузочных шахт, шести пластин-толкателей и цепного транспортера с гнездами для печенья. Загрузочные шахты расположены вдоль транспортера по три с каждой его стороны.
Изделия укладываются вручную в загрузочные шахты питателя. Дном каждой шахты является пластина-толкатель, совершающая возвратно-поступательное -движение в горизонтальной плоскости. Пластина-толкатель, совершая движение к центру цепного транспортера (рабочий ход), выдвигает из шахты несколько изделий, помещая их в гнезда цепного транспортера. Это происходит во время останобки транспортера. Затем последний перемещается в следующую позицию, где из другой шахты подаются еще несколько изделий и располагаются над теми, которые уже находятся в гнезде транспортера. Из третьей шахты таким же образом подается еще несколько изделий. Так в гнезде транспортера образуется стопка изделий.
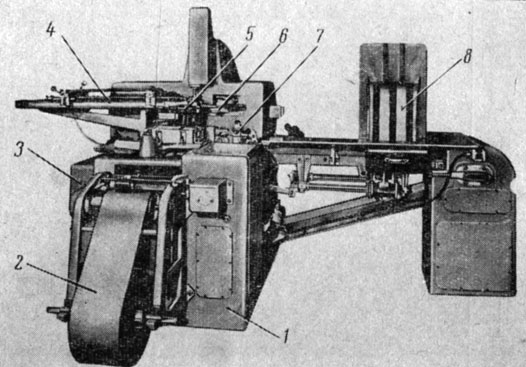
Рис. 358. Машина - полуавтомат для завертки печенья и вафель прямоугольной формы К-467
Три другие шахты, расположенные с другой стороны транспортера, аналогичным образом заполняют второй ряд гнезд транспортера. Каждая пластина-толкатель имеет толщину, равную высоте стопки изделий, подаваемой в гнездо транспортера. Так, если стопка состоит из пяти изделий, то первая пластина, имеющая толщину, равную высоте двух печений, подает в гнездо транспортера два изделия.
Вторая пластина аналогичным образом подает еще два изделия, причем по высоте пластина расположена так, что подаваемые ей изделия располагаются над изделиями, поданными первой пластиной. Третья пластина подает еще одно изделие, располагая его над четырьмя уже уложенными в гнездо транспортера.
Набранная стопка изделий, находящаяся в двух смежных гнездах транспортера, подается последним в первой позиции завертки. Здесь на изделия накладывается заготовка обертки.
Этикетки укладываются стопой в магазин. Вакуум-присос отгибает край нижней этикетки, затем отсекатель входит в образовавшийся промежуток и отделяет нижнюю этикетку от стопы. Последняя при этом удерживается на весу зубьями отсекателя.
Затем щипцы захватывают конец ленты подвертки и отделенную от стопы этикетку и переносят их на изделие. На пути движения этикетки расположен клеевой валик, который наносит на край этикетки полоску клея.
Когда щипцы проходят расстояние, равное длине раскроя подвертки, они приостанавливаются и ножницы отрезают заготовку обертки от ленты. В этот же момент штемпельный механизм выкалывает на этикетке дату завертки. Продолжая движение, щипцы накладывают заготовку обертки на изделия, находящиеся в гнезде цепного транспортера. Вслед за этим на изделия, покрытые оберткой, опускается верхний прижим. Зажатые между подъемным столиком и верхним прижимом изделия с оберткой поднимаются вверх, проходя сквозь неподвижную формующую матрицу. При этом сначала пластинами матрицы загибаются вниз свободные поля обертки с четы-рех сторон изделия, а затем фигурными направляющими матрицы прижимаются к торцам изделия образовавшиеся на углах пачки клапаны из обертки. Вокруг изделия образуется из обертки "коробочка с открытым дном".
Когда изделие останавливается в верхнем положении, боковые подгибатели, работая последовательно, закладывают обертку с двух боковых сторон под основание изделия. Далее задний подгибатель производит аналогичную операцию с задней по ходу стороны изделия. Вслед за этим толкатель перемещает пачку печенья в выводной канал автомата. При этом неподвижной направляющей подгибается под основание изделия передний по ходу нижний клапан обертки. Одновременно производится подклейка нижнего клапана к основанию пачки.
По выводному каналу машины изделие перемещается в результате подпора последующей подаваемой в канал пачки печенья. Она проталкивает весь ряд пачек, находящихся в канале, на расстояние, равное ширине одной пачки.
Расположенные в выводном канале подпружиненные направляющие способствуют лучшей склейке этикетки и придают более аккуратный вид завернутой пачке.
Изготовитель - объединение "Нагема" (ГДР).
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'