Размазной конвейер
Предназначен для формования пластов конфетных масс размазкой.
Размазной конвейер (рис. 131, а) представляет собой ленточный транспортер, рабочая ветвь 1 которого движется по сплошному металлическому настилу 2, прикрепленному к станине. Обратная ветвь ленты транспортера поддерживается направляющими роликами 8.
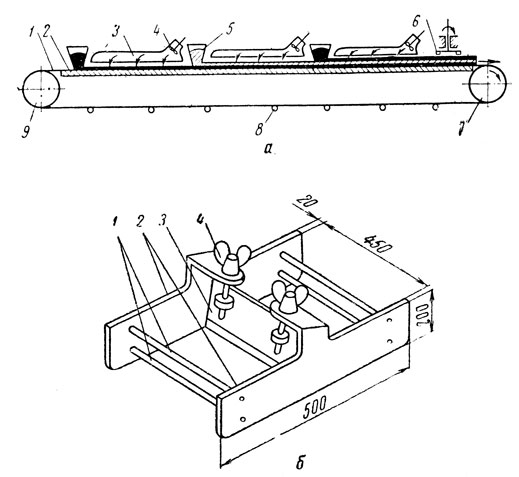
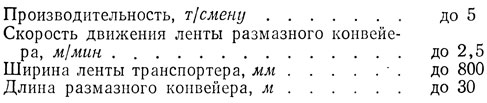
Рис. 131. Размазной конвейер: а - схема, б - размазная каретка конвейера
Слой конфетной массы наносится на движущийся транспортер каретками 5, установленными над поверхностью транспортера. Каретка размазного конвейера (рис. 131,6) состоит из двух боковин 2, соединенных между собой четырьмя стяжками 1. Боковины крепятся к станине конвейера так, что они располагаются над лентой конвейера. В наклонные пазы боковин вставлена пластина 8 с заостренной кромкой, обращенной к ленте.
Конфетная масса заливается в каретки перед пластиной и ложится на ленту конвейера, который уносит из каретки слой массы, равный по толщине зазору между кромкой пластины и поверхностью ленты. Винтами 4 можно поднимать или опускать пластину, изменяя зазор между кромкой пластины 3 и лентой и тем самым регулировать толщину пласта. При работе с двумя или тремя каретками можно получать двух- или трехслойный пласт.
Для охлаждения слоев конфетной массы, движущейся на ленте конвейера, после каждой каретки над лентой установлен короб 3 (см. рис. 131, а) с вентилятором 4, подающим охлаждающий воздух.
У ведомого барабана 9, перед первой кареткой, лента конвейера предварительно застилается листами бумаги или клеенки.
Некоторые фабрики устанавливают после третьей каретки механизм 6 для заглаживания поверхности верхнего слоя массы. Механизм состоит из вертикального вращающегося вала, к которому прикреплена горизонтальная пластина с двумя подушками из губчатой резины. Эти подушки обертываются пергаментной бумагой. При вращении пластины подушки заглаживают поверхность конфетного пласта.
У ведущего барабана 7 конфетный пласт режется на отдельные пласты длиной около 700 мм, которые укладываются на фанерные листы или лотки и устанавливаются на передвижные этажерки или конвейер для выстойки.
Длина размазного конвейера зависит от скорости ленты транспортера и свойств размазываемых масс.
Производительность размазного конвейера для однослойного конфетного пласта подсчитывается по формуле
где v - скорость ленты конвейера, м/мин;
b-ширина пласта на ленте конвейера, м;
δ - толщина пласта массы, м;
ρ - плотность конфетной массы, кг/м3;
С - коэффициент использования производительности конвейера, учитывающий отходы при обрезке продольных кромок пласта.
При изготовлении трехслойного пласта производительность размазного конвейера может быть подсчитана как суммарная производительность по трем пластам.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'