Машина - полуавтомат для завертки конфет типа суфле ШЗМ
Машина предназначена для завертки конфет типа суфле и конфет куполообразной формы в рулонную фольгу в замок с клапанами а торцах и с наклейкой красочной бандероли.
Машина (рис. 332) состоит из следующих основных узлов: станины 1 с приводом, откидного стола 2 с дисковым питателем, механизма 3 подачи оберточного материала, заверточных механизмов 4, механизмов подачи бандероли, транспортера 5 с группирующим механизмом. Машина снабжена блокирующими устройствами, прекращающими подачу обертки в случае отсутствия изделия в ячейке подающего диска.
Изделия укладываются вручную в ячейки подающего диска, который, периодически вращаясь, подает конфеты к первой позиции завертки. В этой позиции ячейка диска находится над площадкой подъемного столика. Далее на изделие, расположенное в ячейке, накладывается заготовка фольги. Лента фольги сматывается с рулона подающими щипцами, огибая направляющий валик. Заготовка фольги необходимой величины отрезается от ленты при помощи ножниц и щипцами подается на изделие, находящееся в ячейке диска. В этот момент на изделие, покрытое раскроем фольги, опускается верхний прижим. Зажатое верхним прижимом и столиком изделие с заготовкой фольги начинает подниматься по направлению к раскрытым лапкам первых держателей, проходя при этом между пластинами матрицы. Последние загибают вниз два свободных поля фольги, образующей вокруг изделия П-образную форму.
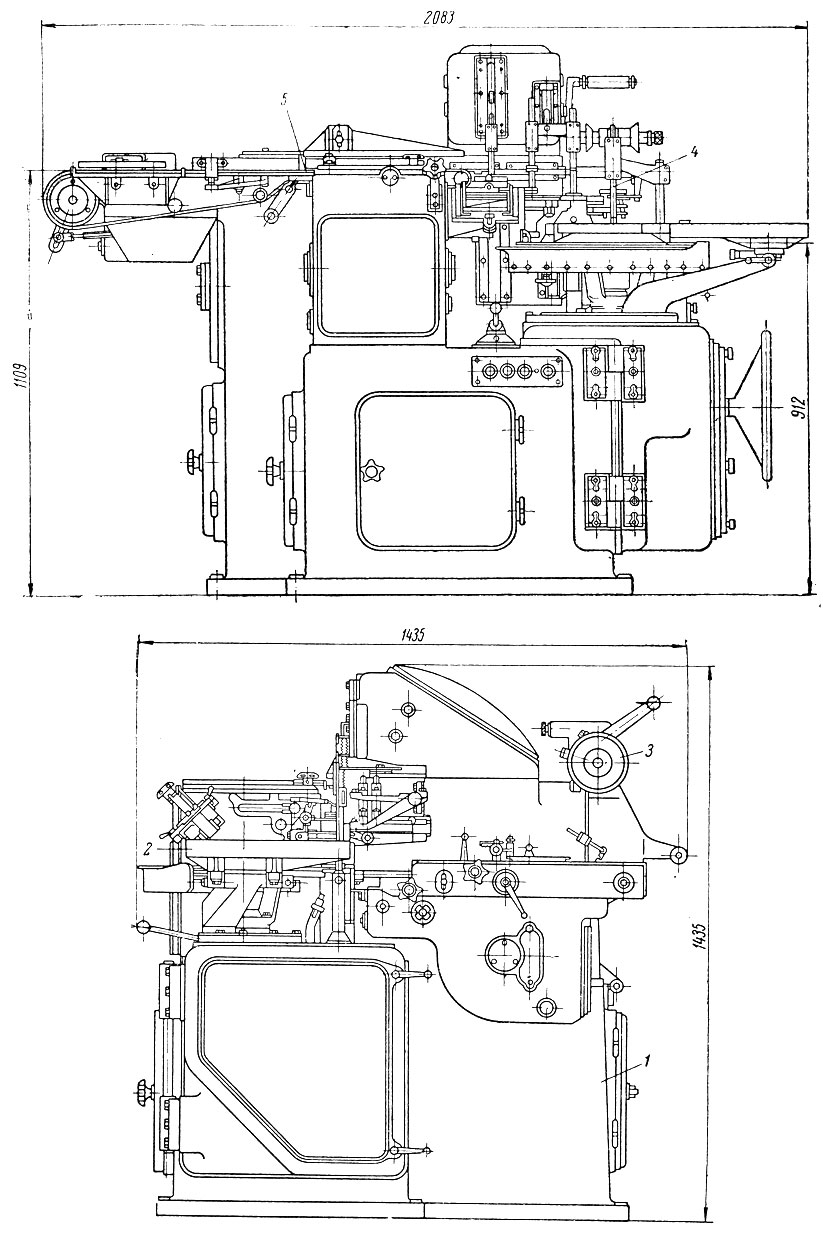
Рис. 332. Машина - полуавтомат для завертки конфет типа суфле ШЗМ
Далее изделие зажимается первой парой захватов, а подвижный подгибатель закладывает под основание изделия нижнюю полочку обертки (заднюю по ходу). Когда изделие, находящееся в первых захватах, переносится по направлению ко вторым захватам, неподвижной направляющей, расположенной на пути движения, подгибается под основание изделия передняя полочка обертки (по ходу нижняя). Вокруг изделия образуется прямоугольная трубка из обертки (фольги). Затем изделие перехватывается вторыми захватами, а вилкообразный подгибатель, совершая ход вверх, вминает свободные концы трубки фольги с обеих сторон изделия. При схождении вторых захватов специальными выступами в губках формуются носки с обеих сторон изделия. При этом изделие фиксируется сверху специальным прижимом. Завернутая в носок конфета второй парой захватов переносится в следующую позицию завертки. Здесь происходит поворот изделия в горизонтальной плоскости на 90°. Поворот осуществляется периодически вращающимся столиком. При этом изделие фиксируется на столике вращающимся верхним прижимом.
Далее третья пара захватов переносит конфету на подъемный столик. Здесь на изделие накладывается бандероль. Вакуум-присосы, подойдя к магазину, забирают снизу одну бандероль и, развернувшись на 135°, переносят ее на изделие. На пути движения бандероли расположен намазной валик клеевого аппарата, который наносит клей на бандероль в двух точках. На изделие, покрытое бандеролью, опускается верхний прижим. Зажатое между прижимом и столиком изделие поднимается вверх, проходя при этом сквозь неподвижную щеточную рамку, которая загибает вниз края бандероли и одновременно прижимает к торцам изделия носки из фольги. Когда изделие достигает высоты транспортера, оно зажимается с боков губками четвертой пары захватов, после чего подъемный столик опускается вниз, а подгибатель загибает под основание изделия задний по ходу конец бандероли.
Затем четвертые захваты переносят изделие на отводящий транспортер. При этом передний по ходу свисающий конец бандероли подгибается под основание изделия неподвижной направляющей, расположенной на пути движения четвертых захватов. Движение транспортера цикличное. Укладка изделий производится в момент его остановки. Находясь на ленте транспортера, завернутые изделия под- прессовываются с боков и сверху специальными прижимами, совершающими колебательное движение. Этим достигается лучшая склейка бандероли и придается правильная форма всей обертке. Дойдя до упора, конфеты группируются и сдвигаются с транспортера партиями по 6 штук при помощи толкателя.
На данной машине предусматривается завертка трех видов конфет: суфле, квадратных и круглых - куполообразных. Для каждого вида изделий имеются сменные комплекты узлов и деталей. В случае завертки круглых конфет на третьей позиции завертки исключается поворот изделия на 90°, а вместо неподвижной рамки устанавливается кольцевая щетка, производящая обтяжку и разглаживание фольги на поверхности изделия.
Изготовитель - Московское объединение "Пищемаш".
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'