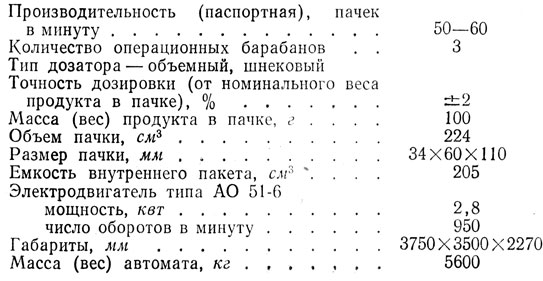
Автомат для расфасовки и упаковки порошка какао в картонные пачки АП2Б-М
Автомат предназначен для изготовления двойных пакетов (пачек) из пергамента и картона, расфасовки и упаковки в них порошка какао и других сыпучих продуктов.
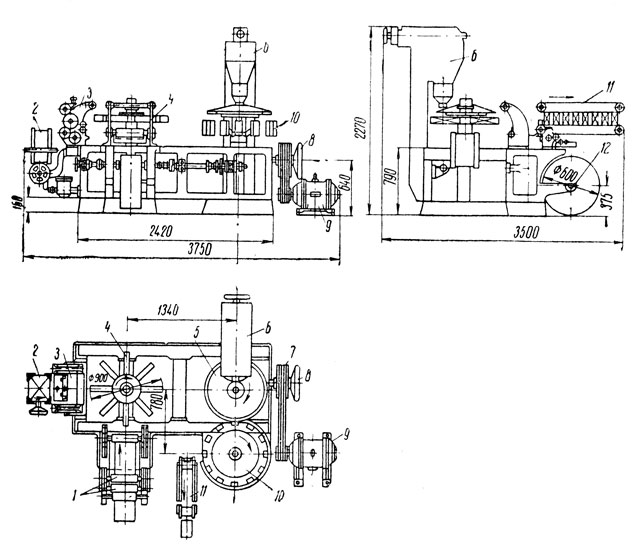
Рис. 364. Схема автомата АП2Б-М с объемным шнековым дозатором для расфасовки и упаковки порошка какао в картонные пачки
Автомат АП2Б-М (рис. 364) имеет три вертикальных, периодически поворачивающихся от мальтийского механизма операционных барабана (ротора), смонтированных на одной общей плите. На первом, пакетировочном барабане 4 формируются пачки, на втором, насыпном барабане 5 производится наполнение пачек продуктом с помощью объемного шнекового дозатора 6, и на третьем, упаковочном барабане 10 пачка заклеивается.
Вокруг операционных барабанов смонтированы узлы станций, выполняющих все технологические операции по изготовлению пачек и упаковке в них продукта.
Впереди пакетировочного барабана 4 расположен механизм, в нижних стойках которого крепится бобинодержатель 12 рулона пергамента для изготовления внутреннего пакета. Слева от этого механизма расположен этикетировочный механизм с кассетой 2 для картонных заготовок этикеток. В нижней части этикетировочного механизма находится механизм подъемного стола и вакуум-насос. Вокруг пакетировочного барабана 4 смонтированы механизмы, выполняющие операции по изготовлению наружного картонного пакета (пачки).
Между пакетировочным и насыпным барабанами в технологической последовательности установлены механизмы для снятия пакета с формы, поворачивания и передачи его в карман насыпного барабана 5.
Заполнение пакетов продуктом производится шнековым объемным дозатором о. За дозатором по направлению движения насыпного барабана расположены механизмы для утряски продукта в пачке и контрольные весы.
Внутри насыпного барабана 5 установлен механизм выталкивателя, передающий пакеты из карманов насыпного барабана в карманы упаковочного барабана 10.
По окружности упаковочного барабана 10 расположены механизмы для заделки внутреннего пакета и отгибания створок наружного пакета, загибания узких створок, нанесения клея на широкие створки и загибания широких створок наружного пакета, а также подсушивающая плита и выталкиватель пакетов на транспортер 11.
Привод автомата - от электродвигателя 9 через клиноременную передачу 7, приводной шкив и фрикционную муфту, укрепленную на приводном валу. На приводном валу имеется маховик 8 для проворачивания автомата вручную при наладке.
Для изготовления внутреннего пакета пергаментная бумага с рулона, укрепленного на бобинодержателе 12, питающими валиками механизма 1 подается под формы. При подаче бумаги к формующему механизму на нее в соответствующих местах наносится клей, после чего отрезается заготовка бумаги нужной длины. Отрезанная бумага специальным механизмом досылается до упоров, расположенных на подъемном столе. Подъемный стол при движении вверх обжимает бумажную заготовку для внутреннего пакета вокруг формы, а лапки, расположенные над формой, заворачивают створки заготовки, образуя продольный шов пакета.
Окончательное склеивание продольного шва осуществляется прижимной планкой, которая опускается на шов в момент возвращения лапок в исходное положение. При поворачивании пакетировочного барабана 4 в новую позицию лапка и ролик на торце формы подгибают вертикальные створки пакета.
При последующем повороте пакетировочного барабана 4 форма становится против этикетировочного механизма.
Наружный пакет формируется из заранее заготовленной рилеванной красочной картонной этикетки соответствующих размеров. Заштовки укладывают стопкой в кассету 2 подъемного стола, который при помощи храпового механизма подает их вверх, к присосам.
Благодаря создаваемому вакуум-насосом разрежению присосы отделяют одну заготовку от стопки и переносят ее к первой паре роликов. Ролики проталкивают заготовку к клеевому механизму 3. В момент захвата присосами заготовка отделяется от стопки воздушной струей, пропускаемой через отверстия в горизонтальной трубке, расположенной перед стопкой.
Клей на заготовку наносится клеевым сегментом клеевого аппарата 3. Толщину слоя клея можно регулировать.
Второй парой роликов и досылающим механизмом заготовка этикетки подается на подъемный стол, имеющий то же устройство, что и стол для формирования внутреннего пакета. Обжатие столами бумажной заготовки для внутреннего пакета и заготовки для наружного пакета вокруг форм происходит одновременно, так как движение столов осуществляется от одного кулачка. При этом заготовка для наружного пакета обжимается вокруг формы, на которой уже сформирован внутренний пакет, и образуется двойной пакет.
Последующим поворотом пакетировочного барабана форма ставится в позицию, в которой производится завертывание узких, а затем одной широкой створок наружного пакета, при этом завертывание узких створок производится одновременно с заверткой уголков внутреннего пакета. При следующем повороте барабана загибается вторая широкая створка наружного пакета, а форма ставится в позицию, в которой происходит уплотнение склеенного донышка и продольного шва. Одновременно на донышке пачки штемпелем выдавливается номер смены и дата расфасовки продукта.
Далее форма занимает положение, при котором готовая пачка снимается с формы и подается в механизм, поворачивающий ее на 90°. Одновременно предыдущая пачка выталкивается из механизма поворачивания и специальным рычагом вставляется в карман насыпного барабана. Переданная в карман насыпного барабана пачка ставится под затвор шнекового дозатора и заполняется продуктом.
Дозировка продукта шнековым дозатором осуществляется следующим образом. Продукт через питающее устройство поступает в горизонтальный шнек, откуда передается к малому вертикальному шнеку, осуществляющему точную дозировку продукта. В момент наполнения пакет приподнимается и подводится к затвору дозатора, на пластинках которого имеются лапки, раздвигающие створки внутреннего пакета.
Утряска продукта в пакете производится от эксцентрика. Пакет с продуктом взвешивается на контрольных весах. Отклонение от номинальной массы (веса) автоматически сигнализируется контрольными лампами. При недовесе сигнал подается и на клеевой механизм упаковочного барабана. При неточной дозировке продукта клей на верхние створки пачки не наносится, и пачка с незакрытыми створками отводится на транспортер.
Наполненная и взвешенная пачка из насыпного барабана передается в карман упаковочного барабана, который подводит пачку последовательно к следующим механизмам: расправляющему и складывающему в виде гармошки верхнюю часть внутреннего пакета, захватывающему узкие створки наружного пакета, расправляющему широкие створки наружного пакета и переносящему клей с клеевых валиков на эти створки. Далее заклеенная пачка проходит для подсушки под электронагревательной плитой и выталкивается из кармана упаковочного барабана на транспортер 11, отводящий ее на стол готовой продукции.
Для правильной работы автомата предусмотрена механическая и электрическая блокировка, позволяющая в случае неполадок приостанавливать выполнение операций, а в случае необходимости остановить автомат.
Электроблокировка механизма контролирует поступление бумаги для формирования внутреннего пакета. При отсутствии бумаги щуп воздействует на блок-контакт, который через электромагнит и систему рычагов включает фрикционную муфту, останавливая автомат.
Изготовитель - Воронежский завод продовольственного машиностроения им. Ленина.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'