Автоматизация поточной линии производства шоколадных масс
Схемой (рис. 377) предусматривается автоматизация подачи основных компонентов и готовой шоколадной массы в сборники, автоматическое регулирование температуры в сборниках для жидких продуктов, а также автоматическая блокировка и подача сигналов о работе оборудования на центральный щит.
Контроль уровней продуктов осуществляется посредством электронных сигнализаторов уровня ЭСУ-2, которые управляют насосами, перекачивающими жидкие продукты в сборники, и шнеком или норией, подающей сахарный песок в бункер. Предусматривается также возможность перехода на ручное управление этими транспортирующими механизмами.
Контроль и регулирование температуры в сборниках тертого какао, масла какао и готовой шоколадной массы осуществляется посредством платиновых термометров сопротивления типа ТСП-753, работающих в комплекте с самопишущими лого метрами ЛСШПр-03-18 с трехпозиционными электрическими регулирующими устройствами. Регулирующие устройства логометров используются для управления соленоидными клапанами, установленными на линиях слива воды из рубашек сборников.
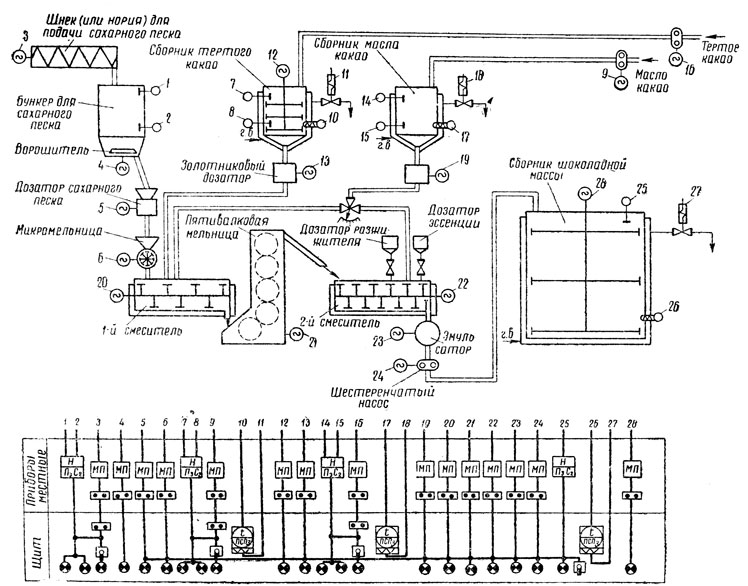
Рис. 377. Схема контроля и автоматического регулирования поточной линии производства шоколадных масс
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'