Автоматизация поточной линии производства отливных глазированных конфет
Схемой (рис. 376) предусматривается автоматизация подачи основных компонентов в промежуточные сборники, автоматическое дозирование компонентов в рецептурный смеситель, контроль и стабилизация основных параметров, оказывающих наибольшее влияние на ход технологического процесса, а также автоматическая блокировка и подача сигналов о работе оборудования поточной линии на шиты варочного отделения и участка отливки и глазирования конфет.
Контроль уровней продуктов осуществляется посредством электронных сигнализаторов уровня типа ЭСУ-2, которые управляют насосами, перекачивающими эти продукты. Предусмотрена возможность перехода на ручное управление этими насосами.
Автоматический контроль и регулирование расхода компонентов, подаваемых в рецептурный смеситель, осуществляется посредством индукционных расходомеров, вторичные приборы которых управляют регулирующими клапанами, установленными на линиях перепуска дозируемых продуктов в промежуточные сборники. Предусмотрена возможность блокировки работы насосов, подающих дозируемые продукты в рецептурный смеситель.
Температура в промежуточных сборниках и в смесителе контролируется посредством термометров сопротивления, переключателя и логометра типа ЛПр-53, установленного на щите варочного отделения.
Стабилизация давления греющего пара в варочном аппарате осуществляется посредством электроконтактного манометра, управляющего клапаном с электрическим исполнительным механизмом, который установлен на линии подачи пара в аппарат.
Автоматический контроль влажности уваренной конфетной массы (по температуре ее кипения) осуществляется с помощью термометров сопротивления, установленных в пароотделителях и с помощью переключателя подключаемых ко вторичному прибору (мосту типа ЭМВ2), который градуируется в процентах влажности.
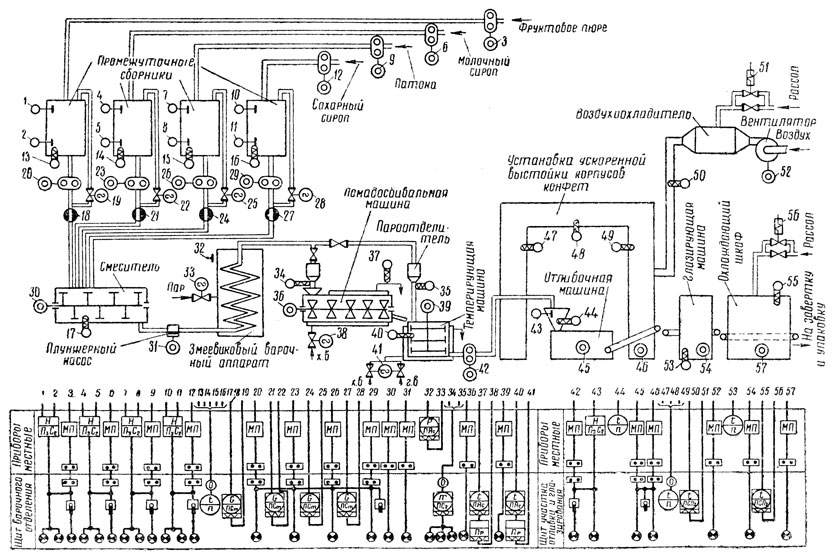
Рис. 376. Схема автоматизации поточной линии производства глазированных конфет
Регулирование температуры массы в помадосбивальной машине осуществляется по температуре отходящей воды при помощи термометра сопротивления, лого метра типа ЛP1 с позиционным электрическим регулирующим устройством, ступенчатого импульсного прерывателя типа СИП-01 и регулирующего клапана с электрическим исполнительным механизмом, который установлен на линии подачи холодной воды в помадосбивальную машину.
Аналогичная система используется для регулирования температуры массы в темперирующей машине, но в этом случае электрический исполнительный механизм связан одновременно с двумя регулирующими клапанами, один из которых установлен на линии подачи в рубашку темперирующей машины холодной воды, а второй - горячей.
Температура массы в приемной воронке отливочной машины и в ванне глазирующей машины контролируется посредством термометров сопротивления и логометров типа ЛВТ, установленных непосредственно у этих машин.
Предусмотрена блокировка приводов отливочной машины и агрегата ускоренной выстойки корпусов конфет с целью синхронизации их работы.
В установке ускоренной выстойки с помощью термометров сопротивления, переключателя и логометра типа ЛПр-53 контролируется температура воздуха в различных зонах.
Контроль и регулирование температуры воздуха в воздухоохладителе установки ускоренной выстойки корпусов конфет и в охлаждающем шкафу для глазированных конфет осуществляется с помощью термометров сопротивления, работающих в комплекте с самопишущими лого метрами типа ЛСШПр-03-18 с трехпозиционными электрическими регулирующими устройствами. Последние управляют соленоидными клапанами, установленными на линиях подачи рассола в эти охлаждающие устройства.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'