§ 3. Формовочно-фасовочно-упаковочное оборудование
Для формования в виде брусков и фасовки прессованных дрожжей массой 50, 100 и 1000 г применяют формовочно-упаковочные автоматы.
Автоматическая линия Д5-ВЛЕ (рис. 26, а, б). Эта линия предназначена для формовки, резки и завертки прессованных дрожжей в брикеты массой 50 и 100 г. Линия устанавливается в формовочно-упаковочном отделении завода.
Формовочная машина ВФМ 4 линии предназначена для получения однородной дрожжевой жилы, разрезаемой затем ножом на бруски заданной массы. Формовочная машина состоит из вращающегося загрузочного бункера 3 со спиральной направляющей, изготовленных из нержавеющей стали, станины, в которую вмонтирована формовочная камера с двумя винтовыми шнеками и соплом, и редуктора с электродвигателем.
Скорость подачи дрожжей, а следовательно, и производительность автоматической линии можно регулировать путем поворота одного из шнеков относительно другого. При сближении витков шнеков (не ближе 3 мм) скорость подачи дрожжей увеличивается, а при раздвигании - уменьшается. Кроме того, производительность формовочной машины и всей автоматической линии зависит от поддержания постоянного уровня дрожжей в бункере. Максимальная производительность будет при полностью загруженном бункере формовочной машины.
Фасовочно-упаковочный автомат 1 состоит из привода, транспортера, механизмов для резки дрожжей и подачи бумаги, главного вала, механизма компостера, сталкивания брикетов и калибровки, щита электрооборудования и кнопочной станции. Обрезки дрожжей возвращаются в бункер 3 по транспортеру 2.
Привод автомата состоит из электродвигателя, редуктора, вариатора, двух стоек и плиты. Калибровка осуществляется проволокой диаметром 0,4 мм, натянутой на скобе рычага. Синхронность формовочной машины и фасовочно-упаковочного автомата достигается вариаторами. В линии предусмотрены контроль, сигнализация наличия упаковочного материала и блокировка при деформации завернутых брусков. Регулирование автомата при переходе с одного развеса на другой состоит из ряда операций по замене и перемещению некоторых деталей.
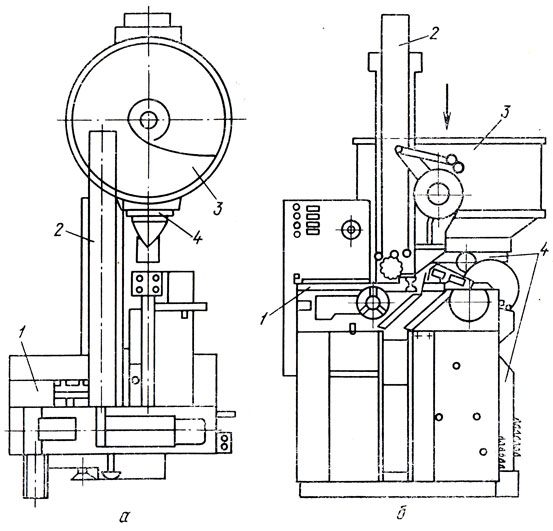
Рис. 26. Автоматическая линия марки Д5-ВЛЕ для фасовки дрожжей массой 50 и 100 г: а - план; б - вид сбоку
Прессованные дрожжи непосредственно с вакуум-фильтра поступают по транспортеру в сборную формовочную машину и в виде сформированных брусков направляются в загрузочную воронку формовочной машины автоматической линии, подхватываются парой шнеков, перемещаются и проталкиваются в сторону формующего мундштука, откуда выходят в виде бесконечного бруска, который разрезается на брикеты по 100 или 50 г в зависимости от того, на какой развес настроен автомат. Далее брикет транспортерной лентой и толкателем перемещается на транспортер к механизму калибровки. Одновременно с перемещением транспортера происходит операция калибровки. Обрезки дрожжей по наклонному транспортеру возвращаются в бункер формовочной машины. Откалиброванный брикет поводком транспортера подводится к бумаге. Бумага подается в щель плиты транспортера и отрезается вращающимся ножом в тот момент, когда брикет соприкасается с бумагой. При дальнейшем движении брикет огибается бумагой с трех сторон, проходит между верхними и нижними загибателями, которыми осуществляется неполная его завертка. Брикет, поступивший далее на плиту механизма сталкивания, прижимается крышкой, что обеспечивает неподвижность брикета во время отхода поводка транспортера. Затем брикет подхватывается колодкой и проталкивается на выход. При перемещении брикета колодкой происходят подгибание клапанов, нанесение клея (дрожжевого молока) на верхний клапан, загибание клапана и обжим брикета. После этого упакованный брикет попадает на лоток, а затем подается за пределы автомата на приемный стол или на сборный транспортер.
Автомат оснащен блокировками на случай отсутствия бумаги, замина брикетов, а также блокировкой, обеспечивающей отключение линии при открытом кожухе ножа.
Производительность линии Д5-ВЛЕ80 90 брикетов в минуту, мощность электродвигателя формовочной машины 4 кВт, упаковочного автомата 0,6 кВт, габаритные размеры линии 3050X3070X1735 мм, масса с фундаментной плитой 2180 кг.
В последнее время разработана конструкция нового автомата марки М6-АРЗ-С для фасовки и упаковки брикетов прессованных дрожжей массой 100 г.
Автомат М6-АРЗ-С состоит из следующих основных элементов: станины с главным приводом, механизма образования коробки для формования брикета, формующего стола, дозатора, механизма заделки и транспортера готовой продукции. Связывающим звеном всех технологических операций является формующий стол. При периодических остановках стола в гнездах его выполняются поочередно следующие технологические операции: образование коробки из отрезаемой заготовки упаковочного материала, наполнение ее дрожжами, заделка клапанов и подпрессовка брикета. Брикет снимается со стола лапкой съемника на переворачиватель, который переворачивает брикет клапанами вниз на транспортер готовой продукции. Брикеты снимаются с транспортера вручную при помощи гребка на лотки. Автомат прокручивается также от руки при помощи маховика, находящегося на передней стенке автомата. Производительность техническая автомата 52-65 брикетов в минуту. Упаковочный материал: пергамент марки В (сорт I), подпергамент марок ПБ и П-1, бумага этикеточная марки Б. Установленная мощность электродвигателя 2,2 кВт, габаритные размеры автомата 2950X1560X1900 мм, масса автомата 1350 кг.
Универсальные автоматы (линии) итальянской фирмы АКМА применяют для формовки, фасовки и упаковки дрожжей развесом по 1000, 500, 250, 100, 50 и 25 г. Упаковка дрожжей на этих автоматах может осуществляться в один или два слоя бумаги.
Линия АКМА состоит из трех синхронно соединенных между собой агрегатов: волочильного АКМА-765, резального АКМА-768, упаковочного АКМА-751 для фасовки брусков массой 1000, 500 и 250 г или АКМА-721/1/РР для мелкой фасовки (100, 50 и 25 г). Предусмотрена блокировка резальной и упаковочной машин, которые работают только при наличии продукта. Производительность автомата для фасовки брусков массой 1000 г - 35 шт./мин; 500 и 250 г - 50 шт./мин; 100, 50 и 25 г - 70 шт./мин.
Для формовки, фасовки и упаковки дрожжей массой 1 кг применяют также отечественный автомат ВРУ-1000 производительностью 40 брикетов в минуту. Укладка дрожжей развесом 50, 100 и 1000 г в картонные коробки предусмотрена на укладочных автоматах АКМА-773.
Конструкторским бюро института "Роспищепромавтоматика" разработан брикетоукладчик марки ВМВ/3 завернутых в бумагу дрожжей развесом 1 кг в полиэтиленовые перфорированные ящики. Брикетоукладчик состоит из следующих основных частей: конвейера для подачи ящиков, сталкивателя, рольганга, ленточного конвейера, станины и пульта управления. Станина служит для крепления на ней и связи между собой узлов брикетоукладчика.
Оператор ставит пустой ящик на ящичный конвейер, который перемещает ящик к зоне укладки. Во время остановки конвейера ящик устанавливается на первой позиции укладки. В это время брикеты дрожжей подаются ленточным конвейером от заверточного автомата на стол-накопитель брикетоукладчика. На столе-накопителе формируются ряды брикетов, которые поочередно планкой сталкиваются в ящик. Наполненный брикетами дрожжей ящик выносится ящичным конвейером на рольганг. Рольганг по сигналу датчика выносит заполненный ящик из машины. После схода ящика с рольганга последний останавливается. При нахождении на рольганге ящика ящичный конвейер блокируется и выносит ящик на рольганг только тогда, когда последний освободится. На ленточном конвейере, подающем в брикетоукладчик брикеты дрожжей, установлен фотоэлектронный блок, который при полностью заполненном конвейере дает сигнал на остановку заверточного автомата.
На брикетоукладчике установлены три асинхронных электродвигателя: электродвигатели привода машины, рольганга и ленточного конвейера. Производительность автомата около 60 ящиков в час.
Ящики с дрожжами укладывают на поддон и перевозят вилочным электропогрузчиком в холодильную камеру.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Опишите принцип процесса разделения суспензий в дрожжевом сепараторе.
2. Перечислите мероприятия по снижению потерь готовой продукции во время прессования, формовки и фасовки дрожжей.
3. Каковы конструктивные особенности вакуум-фильтра для обезвоживания дрожжей, обработанных солевым раствором?
4. Опишите принцип действия водокольцевых вакуум-насосов.
5. Назовите основные конструктивные особенности формовочно-упаковочных автоматов Д5-ВЛЕ и М6-АРЗ-С.
6. Какие автоматы применяются для механизации процесса укладки дрожжей, опишите принцип их действия.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'