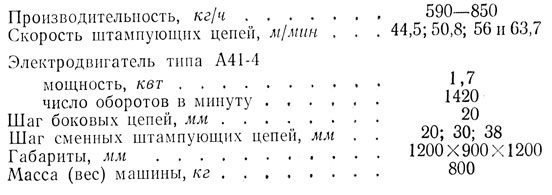
Цепная карамелештампующая машина Ш-3
Машина Ш-3 предназначена для формования методом штамповки фигурной карамели различной формы и размеров, с начинкой или без нее; устанавливается в линиях производства карамели после жгутовытягивателя.
Машина (рис. 91) смонтирована на станине 1 закрытого типа, внутри которой установлен электродвигатель 2 и коробка скоростей.
Основным рабочим органом машины являются сменные штампующие цепи - верхняя и нижняя. В обеих цепях имеются режущие кромки на мостиках, которые при совмещении служат для подрезки карамельного жгута в процессе формования. Для штампования карамели в верхней цепи смонтированы пуансоны (штампики). Верхняя цепь устанавливается на ведущую звездочку 4 и направляющие катушки 5 и 6, а нижняя - на ведущую звездочку 3 и поддерживается катушками 8. Величина зазора между штампующими цепями регулируется эксцентриками при помощи натяжных полозков. Сближение штампующих пуансонов в процессе формования карамели производится боковыми цепями.
Привод штампующих цепей осуществляется от электродвигателя через коробку скоростей, цепную передачу, систему шестерен и ведущие звездочки 4 и 3. Одновременно с карамелештампующими цепями через коническую зубчатую передачу и звездочки 10 приводятся в движение боковые цепи. Для безопасности обслуживания машины карамелештампующие цепи снабжены предохранительным ограждением, при снятии которого машина автоматически выключается. Натяжение верхней и нижней карамелештампующих цепей производится путем передвижения стоек направляющих роликов при помощи маховика 9, кроме того, на стойках смонтировано храповое устройство для натяжения верхней карамелештампующей цепи. Натяжение боковых цепей осуществляется передвижением передней стойки.
При установке в линии машина должна работать синхронно со жгутовытягивателем и узким ленточным охлаждающим транспортером.
Откалиброванный роликами жгутовытягивателя карамельный жгут поступает через направляющую трубку 7 и захватывается лезвиями верхней и нижней формующих цепей, надрезанные заготовки сжимаются мостиками обеих цепей и формуются смонтированными в верхней цепи пуансонами, придающими карамели определенную форму и рисунок. Отформованные изделия в виде цепочки с тонкими перемычками отводятся узким ленточным транспортером на окончательное охлаждение.
Чтобы работа узкого ленточного охлаждающего транспортера, жгутовытягивателя и карамелештампующей машины была синхронной, они приводятся в движение от электродвигателя формующей машины, причем приводной барабан узкого охлаждающего транспортера монтируется на станине штампующей машины, а выходящий конец вала коробки скоростей машины снабжен двойной цепной звездочкой, которая одновременно служит приводом карамелештампующей машины и жгутовытягивателя.
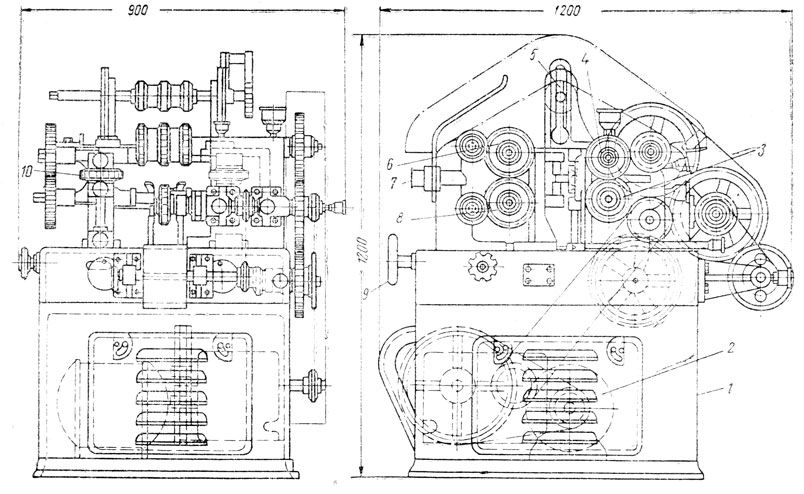
Рис. 91. Карамелештампующая машина Ш-3
Преимуществом цепных карамелеформующих машин является их простота и возможность быстрой смены рабочих органов, недостаток - сравнительно быстрая изнашиваемость, вытяжка формующих цепей и вследствие этого искажение формы и размеров карамели.
Изготовитель Барский машиностроительный завод.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'