Агрегат для производства фигурной карамели ШПП
Агрегат предназначен для изготовления фигурной карамели (типа "Петушок на палочке") и леденцовой карамели.
Техническая документация на агрегат разработана КБ ВНИИКПа.
В состав агрегата (рис. 100) входит карамелеподкаточная машина 1, прокатные вальцы 2, машина для формования карамели 3, охлаждающий транспортер 4, вентилятор 5.
Агрегат комплектуется двумя заверточными машинами для завертки фигурной карамели.
Карамелеподкаточная машина КПМ, изготовляемая Барским машиностроительным заводом, описана ранее.
Прокатные вальцы представляют собой два горизонтально расположенных один над другим вальца, из которых нижний гладкий, верхний рифленый. Назначение этих вальцов - раскатка карамельного жгута в пласт перед формованием. Установлены вальцы на раме, внутри которой размещен щит с электроаппаратурой и электродвигатель с червячным редуктором. На верху рамы установлен пульт управления.
Формующая машина имеет литую станину, на которой укреплены две литые стойки, являющиеся опорой для формующих вальцов.
Стойки сверху соединены между собой траверсой с кассетами для палочек. В боковых стойках имеются прорези для скользящих подшипников верхнего вальца и корпуса толкателя для палочек. Внутри станины установлен привод; электродвигатель укреплен на подвижной шарнирной площадке; свободный конец площадки имеет прорезь для натяжного болта.
Включение и выключение формующих вальцов и подача палочек производится при помощи кулачковой полумуфты без остановки транспортера. С вала муфты через промежуточную шестерню вращение передается на кулачковый вал. Два пазовых кулачка укреплены на выступающих из станины концах валика. Через рычаги с роликами эти кулачки обеспечивают возвратно-поступательное движение толкателей для палочек. Профиль одного кулачка сдвинут относительно другого на полшага, так что проталкивание палочек происходит поочередно с одной и с другой стороны формующих вальцов, что соответствует шахматному расположению фигурок.
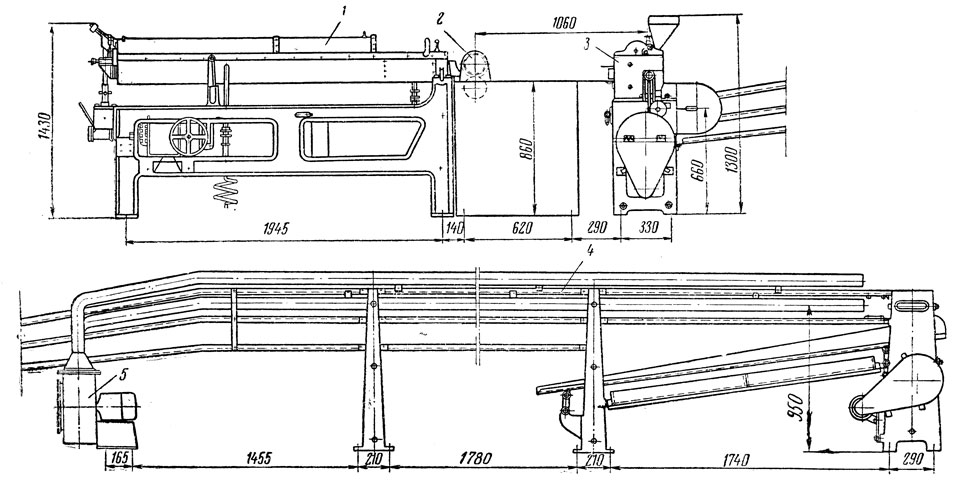
Рис. 100. Агрестат для производства фигурной карамели ШПП
Верхний валик с обеих сторон рабочей части против каждой фигурки имеет прорезь, в которую при вращении вальца закладывается палочка. Рифленый ролик, вращающийся внутри кассеты с палочками навстречу вальцам с зазором в 2 мм, обеспечивает попадание в каждую прорезь только одной палочки. При дальнейшем повороте верхнего вальца палочки придерживаются направляющей, огибающей валик на половине длины окружности. Одновременно другая направляющая сдвигает палочку так, чтобы она вышла за пределы рабочей части вальца.
Для равномерной подачи палочек внутри траверсы вращается валик с жестко закрепленными на нем двумя втулками с рифлеными роликами.
Транспортер, на котором производится охлаждение отформованных фигурок, состоит из проволок из нержавеющей стали длиной 172 мм и диаметром 3 мм, соединенных между собой пластинами с шагом 10 мм. Он представляет собой бесконечную ленту, натянутую на две пары специальных звездочек. Пластины верхней и нижней ветви транспортера скользят по направляющим уголкам; натяжное устройство транспортера помещено в конце агрегата.
По всей длине верхней ветви транспортера производится охлаждение карамели. К концу транспортера температура карамели понижается от 70 (на выходе из формующих вальцов) до 35° С. Сверху и снизу проходят воздуховоды с прорезями, через которые подается воздух для обдувки карамельных фигурок. Вентилятор установлен центробежный № 3.
Карамельные фигурки по спуску, выстланному резиной, поступают на ленточный бельтинговый транспортер и передаются на завертку.
При переходе на формование леденцовой карамели взамен вальцов для фигурок на палочке устанавливаются этих же диаметров вальцы для леденцовой карамели разнообразных форм и рисунков.
Изготовитель прокатных вальцов и формующих машин - Московский завод опытных конструкций ВНИИКПа,
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'