Механизированная поточная линия производства размазных конфет с валковыми питателями для формования пластов
Линия создана ВНИИКПом в содружестве с Ленинградской кондитерской фабрикой им. Крупской. Предназначена для производства трехслойных конфет.
Линия (рис. 142) включает оборудование для приготовления сиропа, помадосбивальный агрегат, смесительные машины, размазной конвейер с валковыми питателями и охлаждающими камерами, резательную машину, глазировочный агрегат и участок завертки изделий (при выпуске не глазированных конфет глазировочный агрегат в линию не входит).
Помадный сироп готовится на сиропной станции 1 непрерывного действия. Плунжерным насосом 3 сироп подается из бака 2 в змеевиковую варочную колонку 4 и после уваривания поступает в две помадосбивальные машины 5. Помадная масса перекачивается в смесительные машины 6 и 7 для приготовления конфетной массы. В смесителе 6 готовится масса для первого и третьего слоев. Далее конфетная масса перекачивается шестеренчатым насосом в загрузочные воронки валковых питателей 8 и 12. Из смесителя 7 конфетная масса перекачивается в воронку питателя 10. В нижней части каждой воронки вращаются пустотелые, охлаждаемые изнутри валки. Они захватывают массу и выжимают ее из воронки в виде непрерывного пласта, который ложится на движущуюся ленту транспортера.
Первый слой массы проходит охлаждающую камеру 9 и подходит к питателю 10, который наносит на него следующий, средний слой массы. После охлаждения двухслойной ленты в камере 11 питатель 12 наносит последний слой, и трехслойная лента - пласт проходит через охлаждающую камеру 13.
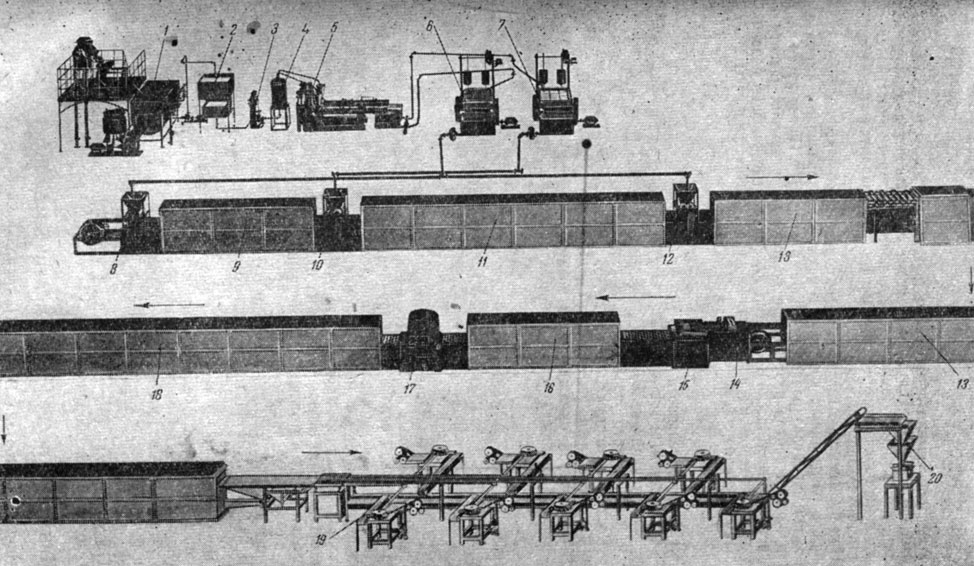
Рис. 142. Схема механизированной поточной линии производства размазных конфет с валковыми питателями
Резка непрерывно движущейся трехслойной ленты производится на машине 14-15. Продольная резка осуществляется дисковыми ножами, поперечная - ножом, совершающим возвратно-поступатель-ное движение по вертикали. В камере 16 производится окончательная выстойка корпусов конфет.
При производстве глазированных сортов конфет происходит глазирование разрезанных корпусов конфет в глазировочном агрегате 17 и охлаждение глазированных конфет в камере 18. При выпуске не- глазированных сортов разрезанные корпуса поступают на завертку на агрегат автоматической завертки 19. Завернутые конфеты передаются транспортером на взвешивание на автоматические весы 20 и упаковку в короба.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'