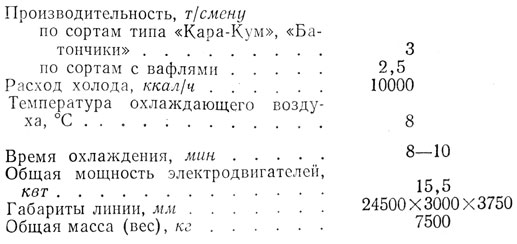
Линия для производства пралиновых конфет ШПФ
Линия разработана ВНИИКПом; предназначена для формования, охлаждения и резки пралиновых масс для корпусов конфет. На
линии производится формование корпусов: прямоугольного сечения - "Кара-Кум", "Маска", "Белочка" с крупкой ореха, "Мишка", "Красная шапочка" с вафлями (под глазирование) - и круглого сечения (без глазирования) типа "Батончики".
В состав линии (рис. 143) входит оборудование для загрузки, выпрессовывания или размазки пластов, охлаждения и резки жгутов или -пластов на корпуса.
Для отминки используется месильная машина рабочей емкостью 180 л с двумя Z-образными лопастями и механизмом опрокидывания; лопасти совершают 30 оборотов в минуту.
Масса для формования загружается в промежуточный бункер 2 емкостью 200 л из тележек емкостью 150 л посредством цепного подъемника 3. Бункер снабжен мешалкой с числом оборотов 62 в минуту и водяной рубашкой для обогрева. Масса из бункера может быть направлена на формование в две точки: шнеком 4 в приемник формующей машины 5 и непосредственно в каретку размазного механизма 1. Корпус шнека имеет водяную рубашку для поддержания нужной температуры.
Формующий механизм машины снабжен двумя зубчатыми валками и водяной рубашкой для обогрева. В нижней части камеры формующего механизма в пазы вставляются матрицы четырех видов с отверстиями прямоугольного или круглого сечения различных размеров, через которые масса выпрессовывается на ленту транспортера:
матрицы прямоугольного сечения с 18 отверстиями размером 19*14 и 18*13 мм;
матрица круглого сечения для батончиков с 18 отверстиями диаметром 20 мм;
матрица со щелью прямоугольного сечения 475*8-12 мм
для пластов с вафельными листами. Вафельный лист сверху прижимается двумя валками.
Для размазки пралиновых масс в виде сплошного пласта, содержащего крупку ореха, установлена каретка с валиком, регулирующим толщину пласта.
Жгуты или пласты охлаждаются на транспортере с клеенчатой лентой шириной 540 мм, лежащей на прорезиненной транспортерной ленте шириной 620 мм. Линейные скорости движения клеенки и ленты одинаковы.
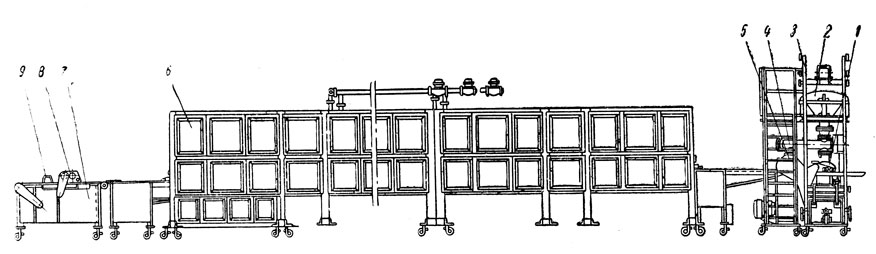
Рис. 143. Схема механизированной поточной линии производства пралиновых конфет ШПФ
Охлаждающий шкаф 6 по высоте разделен на три канала. В верхнем канале установлены осевые вентиляторы МЦ № 4 с n- = 1400 об!мин, охлаждающие батареи и воздуховоды. В среднем, рабочем, канале по направляющим уголкам и опорным роликам перемещаются прорезиненная и клеенчатая ленты с охлаждаемой массой.
В нижнем канале по роликам идут холостые ветви прорезиненной и клеенчатой лент. Нижний канал полностью изолирован от верхних.
Шкаф разделен на четыре зоны примерно одинаковой длины. В верхнем канале каждой зоны установлены охлаждающая батарея и осевой вентилятор. Охлаждение батарей рассольное. В каждой зоне воздух идет по замкнутому циклу. Первая и вторая зоны сообщаются между собой шибером. Отключая второй вентилятор, можно увеличить замкнутый цикл первой зоны и тем самым создать более мягкий режим охлаждения, что необходимо для сортов с вафлями ("Мишка на севере").
Охлаждающие батареи в зонах соединены последовательно. Любая из батарей, кроме первой, может быть отключена. Трубы батарей диаметром 38 мм оребрены пластинами толщиной 0,8 мм.
Резательная машина 7 служит для резки конфетного пласта на отдельные корпуса размером 38/40*19 мм. Продольная резка конфетного пласта осуществляется дисковыми ножами 8, а поперечная - гильотинным ножом 9.
На машине предусмотрена регулировка резки по длине при помощи кулисного механизма. Глубина прорезания устанавливается путем изменения высоты подъемного стола. В том случае, когда про-изводится резка жгутов, дисковые ножи поднимают.
Для резки вафельных пластоз установлена отдельно резательная машина со струнами.
Конструкция охлаждающего транспортера позволяет создавать различные режимы в зависимости от того, какой сорт конфет вырабатывается. Вариатор скоростей у привода транспортера позволяет менять скорости движения ленты.
Изготовитель - Московский завод опытных конструкций ВНИИКПа.
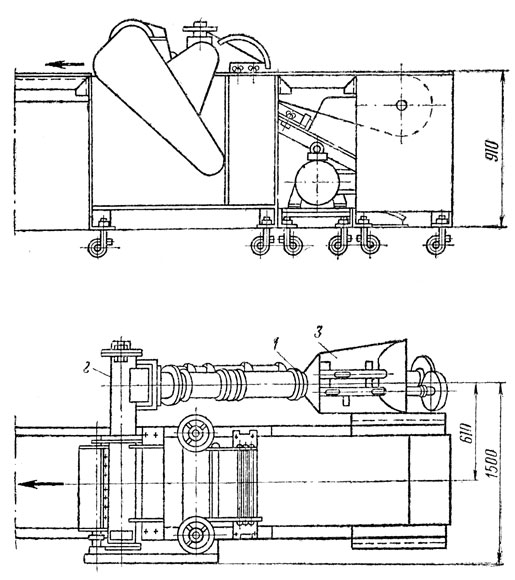
Рис. 144. Наклонный шнек для подачи массы в формующую машину
Наряду с линиями ШПФ, в которых загрузка массы в формующую машину производится подъемником (см. рис. 143), заводом опытных конструкций ВНИИКПа выпускаются такие же линии с загрузкой массы в формующую машину посредством шнека (рис. 144). Наклонный шнек 1 транспортирует пралиновую массу после проминки в смесителе в распределительный шнек 2 формую-щей машины.
отдельных машин, входящих в агрегат для производства пралиновых конфет ШПФ
Наклонный шпек представляет собой трубу диаметром 170 мм. Нижний конец трубы укреплен на опоре, а верхний присоединен к корпусу распределительного шнека. Внутри трубы вращается шнек диаметром 158 мм с шагом 100 мм.
Нижняя половина трубы снабжена рубашкой для обогрева. На верхней половине имеются две откидные крышки (для очистки шнека) и загрузочная воронка 3. Внутри воронки расположены два вала с лопатками для дополнительной проминки массы.
Техническая характеристика отдельных машин, входящих в агрегат для производства пралиновых конфет ШПФ
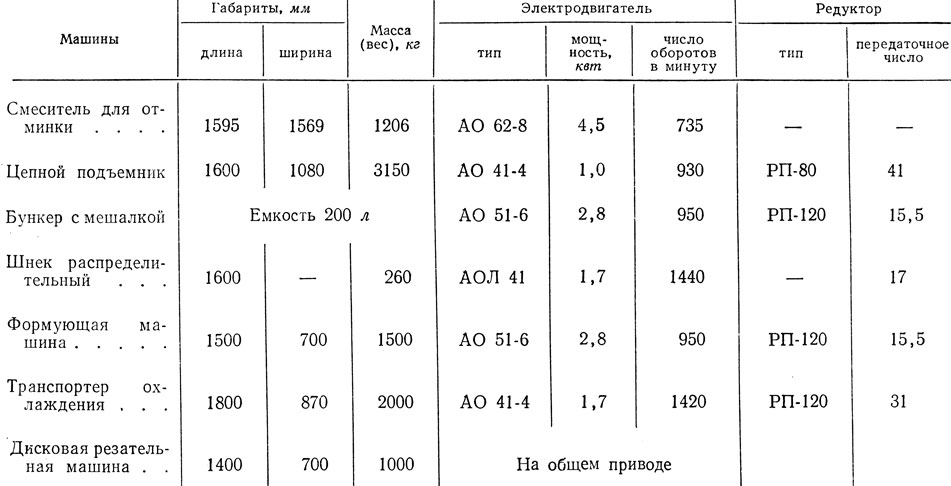
Таблица 14
Загрузка наклонного шнека производится вручную. Привод шнека осуществляется от электродвигателя АО-51-6 мощностью 2,8 кет, с числом оборотов 950 в минуту через клиноременную передачу, редуктор РЧП-120 (t = 15,5) и цепную передачу. Нижний конец вала шпека вращается в двух упорных подшипниках, а верхний - во втулке.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'