Трехленточная печь со сжиганием газа внутри пекарной камеры
* (Техническая документация на данную печь разработана конструктором бюро ВНИЭКИпродмаша типа печей фирмы "Бейкер - Перкинс")
Печь предназначена для выпечки изделий разнообразного ассортимента: сахарного и затяжного печенья, галет, крекеров.
Печь туннельного типа (рис. 223 и 224). Газ сжигается в двух рядно расположенных горелках: над конвейером 37 штук, под конвейером 44 штуки.
Верхние горелки расположены непосредственно в пекарной камере, нижние отделяются от последней металлическим экраном 1. Парогазовая смесь удаляется из пекарной камеры вентилятором низкого давления "Сирокко" № 4 по пяти вытяжным трубам 2 диаметром 300 мм каждая; конструкция вытяжного устройства позволяет регулировать количество удаляемой парогазовой смеси над каждой лентой конвейера 3 (см. рис. 224). Удаление дымовых газов от нижних горелок производится через обводной канал 4 и регулируется с помощью поворотной заслонки.
Опорой печи служит станина, изготовленная из сортового металла. Печь состоит из десяти секций длиной 1,83 м каждая. Пекарная камера ограждается двумя рядами металлических листов с заполнением пространства между ними шлаковой ватой 5. Вдоль фронтовой стенки печи со стороны установки горелок монтируется промежуточная обшивка 6. В нее вентилятором низкого давления (BP-3, Q=800 м3/ч, H=60 мм вод. ст.) подается воздух. Воздух забирается из цеха, очищается от пыли фильтром. Попадая в камеру, он нагревается и используется для сжигания газа в горелке.
Применяемая в печи горелка среднего давления (2500 мм вод. ст.) атмосферного типа (рис. 225). Данная горелка, так же как и другие инжекционного типа, обладает свойством саморегулируемости, т. е. автоматического пропорционирования газовоздушной смеси при сжигании газа постоянного состава.
При изменении количества поступающего в горелку газа, которое происходит в результате увеличения или уменьшения его подачи, а также при изменении давления газа автоматически изменяется количество подсасываемого воздуха, а величина кратности инжекции остается неизменной. При необходимости изменения нагрузки таких горелок изменяют только подачу газа в горелку с помощью крана, установленного перед ней.
В атмосферных горелках вначале подмешивается только часть объема воздуха (0,4-0,7), необходимого для горения газа, а остальная часть берется при сжигании из пекарной камеры. Количество поступающего первичного воздуха может регулироваться с помощью дополнительного канала 1. Если он открывается, то одна часть газа будет проходить через сопло и подсасывать воздух, другая часть газа не будет подсасывать воздух. Регулирование количества газа, не проходящего через сопло, производится конусным клапаном 2. В результате преобразования статического напора газа в динамический при выходе газа из сопла 3 в приемной камере 4 создается разрежение и воздух из воздушной камеры через отверстия 5 поступает в нее.
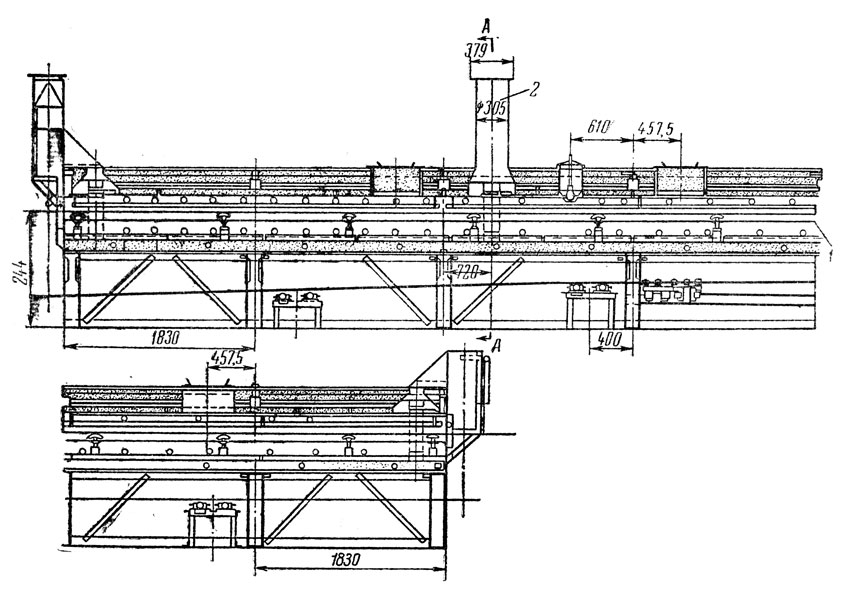
Рис. 223. Продольный разрез трехленточной печи со сжиганием газа внутри пекарной камеры
Сжигание газовоздушной смеси производится при выходе ее из горелочной трубы 6. В щели последней с помощью болтов зажата волнистая полоска из нержавеющей стали 7. Заводом изготовляется набор полос разной толщины и сопел разного диаметра.
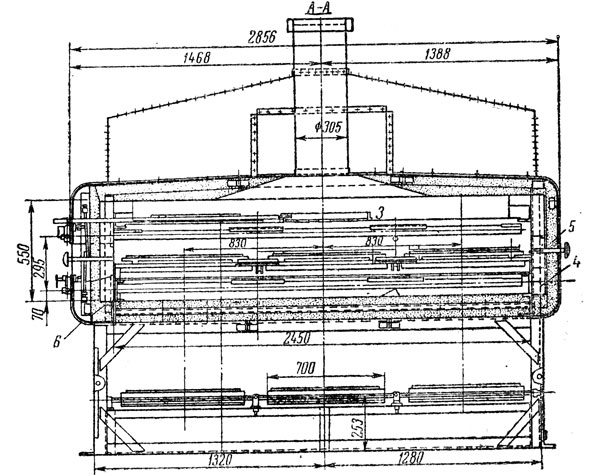
Рис. 224. Поперечный разрез трехленточной печи со сжиганием газа внутри пекарной камеры
Устойчивое сжигание газа различного состава достигается изменением сечения сопла и теплового напряжения отверстий горелочного устройства. При увеличении калорийности газа устанавливается сопло меньшего диаметра и полоса меньшей толщины.
Для регулирования равномерности распределения газовоздушной смеси по длине горелочной щели в конструкции горелки предусмотрен обводной канал 8. Газовоздушная смесь поступает в горелочную трубу с двух ее концов.
Приводная станция конвейера расположена со стороны выгрузки печенья и состоит из электродвигателя мощностью 1,2 кет, цепного вариатора и червячного редуктора. С последнего через пару цилиндрических передач вращение передается на приводной вал конвейера. Три барабана приводятся через цепные передачи от приводного вала. В случае отключения механического привода конвейер приводится в движение вручную с помощью рукоятки, соединенной с приводным валом через пару цилиндрических передач.
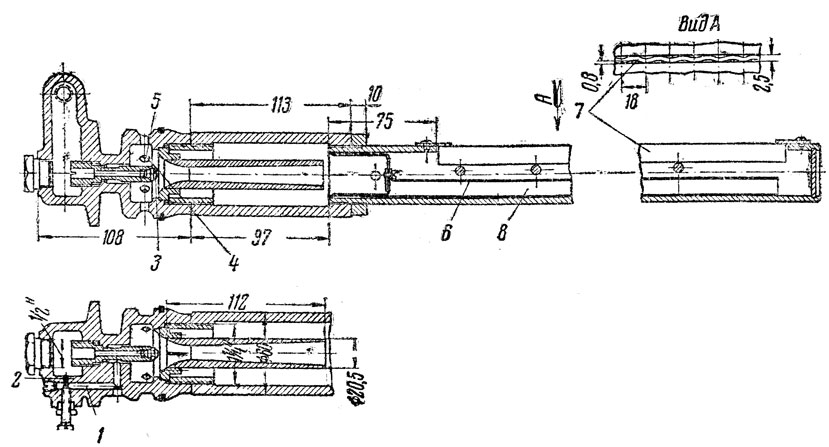
Рис. 225. Газовая горелка, устанавливаемая в трехленточной печи
Скорость движения лент конвейера изменяется в пределах от 0,025 до 0,083 м/сек, продолжительность выпечки изменяется соответственно в пределах от 3,6 до 12 мин.
Распределение тестовых заготовок на ленты конвейера производится от штампующего механизма с помощью саморасклада. Натяжная станция печи вмонтирована в третью секцию саморасклада и конструктивно связана с ней.
Съем выпеченных изделий с лент печи производится с помощью ножа на охлаждающие транспортеры.
На ряде предприятий эти печи переведены с газового обогрева на электрический путем установки нагревательных элементов мощностью 3,8 кет в местах расположения горелок; всего в печи установлен 81 элемент общей мощностью 308 кет.
Нагревательный элемент (рис. 226) представляет собой металлический короб длиной 2605 мм, изготовленный из кровельного железа. Короб имеет торцовый бортик с двумя отверстиями. В эти отверстия вставлены две пары фарфоровых трубок 1 и 2, через которые проходят латунные токопроводные шпильки с шайбами и гайками 3. К шпилькам подведено напряжение. Втулки изолируют шпильки от корпуса элемента.
В коробе смонтирована нагревательная часть элемента, представляющая собой две полосы из миканита, на которые намотана нихромовая лента 4 сечением 8*0,25 мм. Эти две спирали уложены в короба на слой миканита и изолированы одна от другой, а также от стенок короба миканитовыми прокладками 5, 6, 7. Концы них ромовой ленты выводятся к контактам, с которыми плотно соединяются при помощи шайб и гаек.
Изготовитель - Киевский завод продовольственных автоматов "Киевпродмаш".
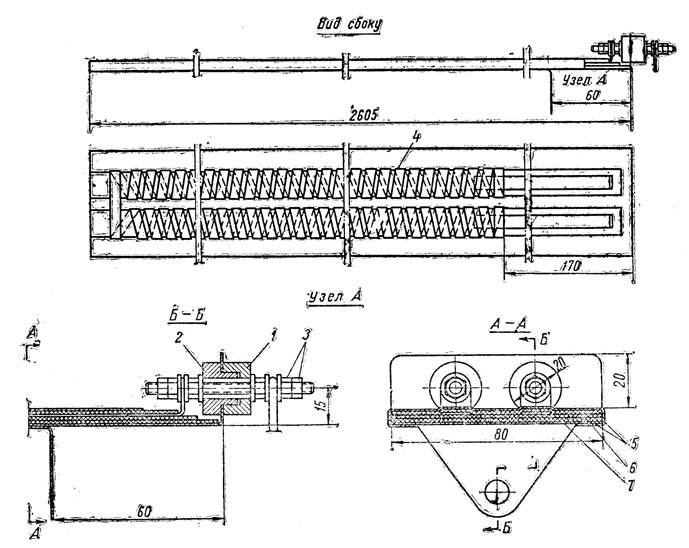
Рис. 226. Нагревательный элемент к трехленточной печи
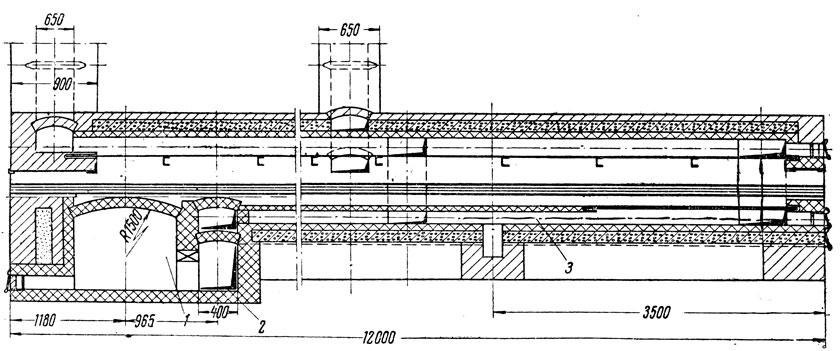
Рис. 227. Продольный размер печи ВКНИИ-6
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'