Агрегат для производства желейного мармелада типа апельсинно-лимонных долек
На агрегате производится изготовление двухслойной корочки и батонов, выстойка их, обсыпка батонов сахарным песком и резка батонов на дольки с автоматической раскладкой изделий на решета.
Агрегат (рис. 275) состоит из ленточного транспортера 1 для разливки желейного сиропа и образования двухслойной корочки, отливочного механизма 2 для наружной (цветной) корочки и отливочного механизма 4 для внутренней (сбивной) корочки. Толщина слоев корочки регулируется кассетами 3. Перед разливкой лента транспортера при помощи смазывающего валика 5 покрывается тонким слоем инвертного сиропа.
После охлаждения и застудневания в камере 6 корочка поступает под дисковые ножи 7, которые разрезают ее на продольные полосы шириной, равной периметру полуокружности батона.
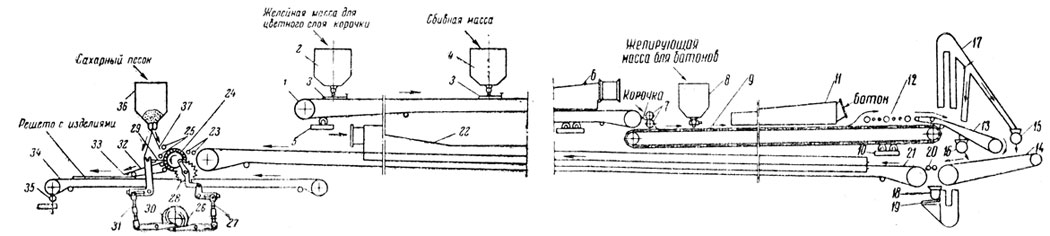
Рис. 275. Агрегат для производства желейного мармелада типа
Нарезные полосы переходят в желоба формовочного транспортера 9. По конструкции он представляет собой цепной транспортер с укрепленными на нем желобчатыми формами, при смыкании которых образуются непрерывные желоба, в которые и укладываются полосы корочки, выстилая всю их поверхность.
Проходя под отливочным механизмом 8, желоба, застеленные корочкой, заливаются желейным сиропом для батонов, застудневание которого происходит в охлаждающей камере 11, после чего сформировавшиеся батоны переходят на сближающий механизм 12, представляющий собой рольганг из прямых валиков и валиков с кольцевыми пазами, обеспечивающими сближение между собой батонов, имевших до этого большие промежутки.
Под нижней ветвью формовочного транспортера установлено моечное устройство 10.
После сближения батоны переходят по наклонному ленточному транспортеру 13 на ленточный транспортер 14 с противоположным направлением движения, вследствие чего батоны переходят на него в перевернутом положении и ложатся на ленту плоской поверхностью. Лента транспортера предварительно посыпается сахарным песком через барабанное сито 15, а батоны обсыпаются сверху через барабанное сито 16. В сита сахарный песок подается норией 17.
После обсыпки батоны переходят через рольганг с приводными роликами 20 на выстоечный ленточный транспортер 21, а излишки сахарного песка ссыпаются с ленты транспортера 14 в шнек 18 и затем через просеиватель 19 снова попадают в норию.
Батоны на ленточном транспортере проходят камеру 22 для вы- стойки и поступают в резальную машину.
Через рольганг 23 батоны подаются на обрезиненный барабан 24 с направляющими роликами 25; в результате их пульсирующего вращения обеспечивается подача батонов на шаг, равный толщине отрезаемой дольки. Пульсирующее вращение роликам сообщается посредством храпового колеса 28, действующего от системы рычагов 27, связанных с кулачком 26.
Резка батонов на дольки производится на поверхности обрезиненного барабана ножом 29 с возвратно-поступательным движением в горизонтальной плоскости, действующим от рычажной системы 31, связанной с кулачком 30, установленным на том же приводном валу, что и кулачок для барабана, в результате чего достигается синхронное взаимодействие между ножом и барабаном.
После каждого перемещения батонов нож отрезает один ряд долек, которые при этом сталкивают прилипшие к лезвию ножа доль-ки, отрезанные в предыдущем цикле.
Отделяясь от лезвия ножа, они ложатся ровными рядами на ленту наклонного транспортера 32, предварительно покрытую тонким слоем сахарного песка, поступающего по наклонному лоточку 37 из сборника 36.
Затем нарезанные и посыпанные сахарным песком дольки переходят на неподвижную пластину раскладочного устройства 33 и да-лее смещаются по шарнирно укрепленному фартучку на решета, поступающие на ленточном транспортере 34. Для лучшего скольжения пластина и фартучек изготовлены из фторопласта.
Лента транспортера зачищается щеткой 35. Решета с изделиями устанавливаются на стеллажные площадки и подъемной тележкой отвозятся в сушилку.
Производительность агрегата определяется по формуле
где g- масса (вес) 1 м батона, кг;
m - число желобчатых ручьев на формовочном транспортере;
v - скорость формовочного транспортера, м/мин;
Кп-коэффициент для перевода на готовые изделия.
При g=1,27, m =12, v=0,275, Kп=0,9 G=226 кг/ч.
Изготовитель - механические мастерские Московской кондитерской фабрики "Ударница".
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'