Трубчатый аппарат для приготовления мармеладных батонов
Аппарат представляет собой металлическую коробку 1 (рис. 276), укрепленную на раме 2. В верхнем и нижнем днище коробки в шахматном порядке вварены трубы 3 с внутренним диаметром по размеру батона.
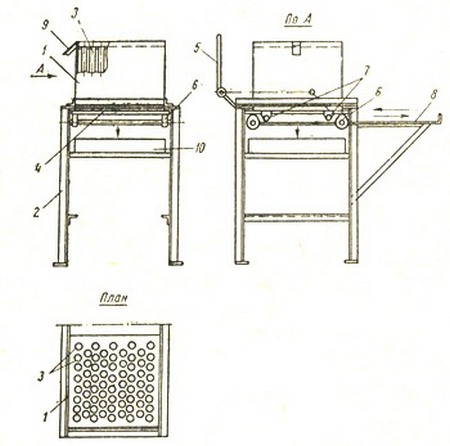
Рис. 276. Схема трубчатого аппарата периодического действия для приготовления мармеладных батонов
ки к концам труб. При открывании крышка на роликах 7 по направляющим 8 отводится в сторону.
Желейный сироп загружается в аппарат при закрытой крышке. Затем производится его охлаждение проточной холодной водой, циркулирующей в межтрубном пространстве. По окончании желирования и с прекращением подачи воды оставшаяся в межтрубном прост-ранстве вода подогревается паром до 70-80° С. В результате этого происходит легкое подплавливание батонов у стенок труб и при от-крывании крышки они под действием своего веса выходят из труб, разрезаясь при этом установленными в трубах ножами на две равные части полукруглого сечения. Батоны выпадают в подставленную коробку 10 и перекладываются на лотки для выстойки.
На случай перелива сиропа аппарат снабжен сливным патрубком 9.
Производительность аппарата рассчитывается по формуле
где g- количество желейной массы в одной трубе, кг;
m- число труб;
t - время застудневания массы с загрузкой и выгрузкой батонов, мин;
Кп-переводной коэффициент на готовые изделия с учетом влажности и выхода стандартной продукции.
При g=0,7, m=68, t=40, Kп = 1,08 G = 76 кг/ч готовых изделий.

Установка для приготовления корочки и обертки батонов
Установка состоит из ленточного транспортера 8 (рис. 277), отливочных механизмов для наружного слоя корочки 2 и внутреннего (сбивного) слоя 4, с кассетами 3 для выравнивания слоев, темперирующей машины 1 и сбивальной машины 5. Для очистки и мойки ленты служит устройство 6.
Уваренный сахаро-паточно-агаровый сироп подается в темперирующую машину 1, откуда часть его перекачивается в сбивальную машину 5.
После темперирования и смешивания с кислотой, красителем и эссенцией сироп поступает в отливочный механизм 2, откуда через пробковый кран сливается на ленту транспортера и выравнивается до определенной толщины специальной пластиной, укрепленной на кассете 3.
Далее полученный первый слой корочки поступает под отливочный механизм 4 для нанесения на него второго (сбивного) слоя ко
рочки, масса для которого сбивается из сахаро-паточно-агарового сиропа с яичным белком в сбивальной машине 5. После выравнивания второго слоя двухслойный пласт корочки проходит под воздуховодом 7 и поступает на обертку батонов, которая производится на ленте транспортера путем ручной накладки батонов на корочку с подрезкой ее ножом по краю батона.
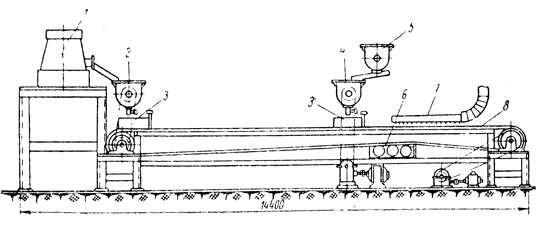
Рис. 277. Установка для приготовления корочки и обертки батонов
После обсыпки обернутых в корочку батонов они укладываются на лотки и отвозятся на выстойку и резку.
Производительность установки в пересчете на готовые изделия определяется по формуле
где g-масса (вес) одного обернутого батона, кг;
m-количество батонов, обертываемых одним погонным метром корочки;
v- скорость ленты транспортера, м/мин;
Кп-переводной коэффициент на готовые изделия с учетом влажности и выхода стандартной продукции.
При g=0,47, m=15, v=0,4, Кп=0,87 G=147 кг/ч готовых изделий.

|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'