Механизированная поточная линия производства завернутого ириса
Линия (рис. 298) предназначена для производства завернутого ириса сортов "Золотой ключик", "Кис-Кис", "Ледокол" и других. На линии осуществляются непрерывные процессы безвакуумного уваривания ирисных масс и охлаждения их с последующим транспортированием к формующе-завертывающим агрегатам.
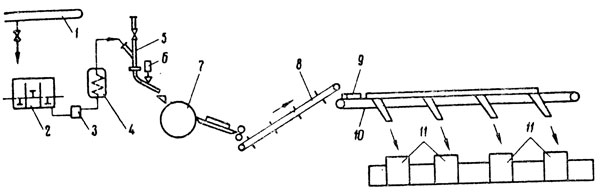
Рис. 298. Схема механизированной поточной линии производства завернутого ириса
Рецептурная смесь для ириса, приготовленная в рецептурном отделении, по кольцевой коммуникации 1 подается шестеренчатыми насосами в отделение поточных линий.
Из кольцевой линии смесь поступает при температуре около 60° С с влажностью 20-22% в трехсекционный подогреватель 2, обогреваемый паром при давлении в рубашке до 1 ат (98 кн/м2). При последовательном прохождении по секциям в течение 20- 30 мин смесь нагревается до температуры 90-100° С и проходит термообработку , способствующую улучшению вкуса массы. Плунжерным насосом 3 смесь нагнетается в безвакуумный змеевиковый аппарат 4 с поверхностью нагрева около 10 м2, где при давлении греющего пара 3-3,5 ат (294-343 кн/м2) уваривается до ирисной массы с влажностью 6-8%.
оУваренная масса поступает в пароотделитель 5, откуда вторичный пар отсасывается вытяжным вентилятором, а ирисная масса при температуре 115-120° С посредством качающегося сливного отвода направляется в приемную воронку охлаждающей машины 7. Для подачи эссенции в ирисную массу служит капельный дозатор 6, 33* из которого эссенция непрерывно поступает в воронку, укрепленную на качающемся отводе. Благодаря движению сливного отвода ирис- ная масса распределяется по ширине приемной воронки и непрерывно вытекает из нее на охлаждающий барабан в виде равномерного слоя толщиной 3-4 мм и шириной до 750 мм. За время прохождения на барабане происходит быстрое охлаждение ирисной ленты, которая затем проходит по наклонной охлаждающей плите между двумя желобками и завертывается в многослойный жгут. На выходе с машины жгут проминается посредством вращающихся зубчаток, которые также способствуют продвижению массы по охлаждающей плите.
Охлажденная до 45-50° С ирисная масса поднимается посредством ленточного транспортера с накладками из фторопласта 8У установленного под углом 40°, на распределительный транспортер 10, расположенный на высоте 2 м над подкаточными машинами агрегатов ИФЗ 11.
Для распределения ирисной массы по отдельным агрегатам над лентой транспортера 10 расположены продольные борта, образующие каналы, по которым ирисный жгут отводится до соответствующих агрегатов и по наклонным желобам спускается в подкаточные машины агрегатов ИФЗ. Для направления ирисного жгута в различные каналы служит поворотная каретка 9, являющаяся подвижным каналом для жгута, причем при повороте каретки выходная часть ее устанавливается против различных стационарных каналов, ведущих к соответствующим агрегатам ИФЗ. В конце каретки находятся ножи, посредством которых производится разрезание ирисного жгута перед очередным изменением положения каретки 9. На участке поступления жгута в подкаточные машины предусмотрены дополнительные борта, образующие приемную воронку, способствующую соединению поступающего жгута с массой, вращающейся в подкаточной машине.
Для автоматического регулирования процесса уваривания ирисных масс на змеевиковых аппаратах применены регуляторы давления, поддерживающие на заданном уровне давление греющего пара посредством манометрических датчиков и пневматических исполнительных механизмов.
Для бесперебойного охлаждения ирисной массы на барабане температура охлаждающей воды не должна превышать 16° С. Внутренняя поверхность барабана равномерно омывается водой благодаря распределительному устройству, обеспечивающему заполнение водой и вытеснение воздуха из барабана.
Существенное значение имеет надежная работа плунжерного насоса для рецептурной смеси, так как перебои подачи смеси могут вызвать образование нагара в змеевиках аппарата и даже их закупорку.
При нормальной эксплуатации варочные аппараты работают непрерывно в течение двух смен, после чего их промывают водой, а затем 5%-ным раствором каустической соды, для чего на линии предусмотрен сборник каустика, соединенный трубопроводами с плунжерным насосом.

Описание ирисоформующих и заверточных машин см. в разделе VIII.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://knigakulinara.ru/ 'Библиотека по кулинарии'